鑫景福致力于满足“快速服务,零缺陷,支持无理由退换”开云·kaiyun官方网站A订购单需求。

- 首页
- 开云·kaiyun官方网站A加工
- BGA 开云·kaiyun官方网站A组装
- 通孔开云·kaiyun官方网站A组装
- 高频开云·kaiyun官方网站A组装
- 医疗开云·kaiyun官方网站A组装
- 工控开云·kaiyun官方网站A组装
- 消费电子开云·kaiyun官方网站A
- 储能模块开云·kaiyun官方网站A
- 汽车电子开云·kaiyun官方网站A
- SMT贴片加工
- DIP插件加工
- 小批量开云·kaiyun官方网站A组装
- 大批量开云·kaiyun官方网站A组装
- OEM代加工
- 开云·kaiyun官方网站贴片加工
- 单面开云·kaiyun官方网站组装
- 双面开云·kaiyun官方网站组装
- LED 开云·kaiyun官方网站组装
- 开云·kaiyun官方网站打样组装
- 开云·kaiyun官方网站制造
- DFMA服务
- 应用领域
- 生产技术
- 工厂直播
- 关于我们



SMAll knowLEDge base of surface roughness patch adhesive
Glue for 1 square meter patch treatment and its technICal requirements:
The glue used in SMT is mainly used for wave soldering technology companies, soil and other surface mount devices of this chip module Glue is used to fix the surface mounted components on the printed circuit board to prevent the components from falling off or shifting under the impact of high temperature wave peaks Generally, epoxy resin heat curing adhesive is used in production instead of acrylic adhesive (UV radiation is required for curing).
Second, the requirements of surface roughness work on patch adhesive:
(1) The glue shall have good thixotropic effect.
(2) No wire drawing.
(3) High wet strength.
(4) No bubbles.
(5) The curing temperature is low and the curing time is short.
(6) It has sufficient curing strength.
(7) Low moisture absorption.
(8) It has good rework characteristics.
Circuit board

(9) Non toxic.
(10) The color is easy to identify, which is convenient to check the quality of the glue point.
(11) Packaging. The packaging type shall be convenient for the use of the equipment.
3. Process control plays a very important role in dispensing process.
The following process defects are easy to occur in surface roughness production: unqualified glue point size, wire drawing, DIPped rubber pad, poor curing strength, and easy to peel off In order to solve these problems, various process parameters should be studied as a whole in order to find solutions to the problems
(1) Size of allocation
According to work experience, the diameter of the glue point shall be half of the pad distance, and the diameter of the repaired glue point shall be 1.5 times of the diameter of the glue point. Through this kind of pipe, it can ensure that there is enough glue to bond the parts and avoid excessive glue impregnating the gasket. The amount of glue to be distributed depends on the length of time the screw pump rotates.
In practice, the rotation time of the pump should be selected according to the production conditions (room temperature, glue viscosity, etc.).
(2) Distribution pressure (back pressure)
The currently used glue applicator uses a screw pump to supply the glue needle, and the hose bears the pressure to ensure that sufficient glue is supplied to the screw pump. Excessive back pressure can easily lead to glue overflow and excessive glue volume. If the pressure is too low, intermittent dispensing, leaks and defects will occur.
The pressure shall be selected according to the glue of the same quality and the working ambient temperature. High ambient temperature will reduce the viscosity of glue and improve its fluidity. At this point, it is necessary to reduce the back pressure to ensure glue supply, and vice versa.
(3) Glue temperature
Generally speaking, the epoxy resin adhesive shall be stored in the freezer at 0-50 ℃ and taken out 1/2 hour before use to make the adhesive fully meet the working temperature. The operating temperature of glue should be 230C-250C. The ambient temperature has a great influence on the viscosity of glue. If the temperature is too low, the bonding point will become smaller and wire drawing will occur.
When the ambient temperature difference is 50 ℃, the dispensing amount will change by 50%. The ambient temperature shall be controlled. At the same time, the ambient temperature should also be guaranteed. Small glue spots are easy to dry and affect the adhesion.
(4) Glue viscosity
The viscosity of glue directly affects the quality of glue. If the viscosity is large, the glue point will become smaller, even wire drawing. If the viscosity is small, the glue point will become larger, and the gasket may bleed. In the distribution process, select reasonable back pressure and distribution speed for glue with different viscosity.
To adjust the above parameters, the SMT processing manufacturer shall follow the point and face method The change of any parameter will affect other aspects At the same time, the occurrence of defects may be caused by many aspects, and the possible factors should be dealt with one by one Troubleshooting after inspection
In production, the parameters should be adjusted according to the actual situation to ensure production quality and improve production efficiency.

SMT Factory Reflow Welding Temperature Curve
12-01,2022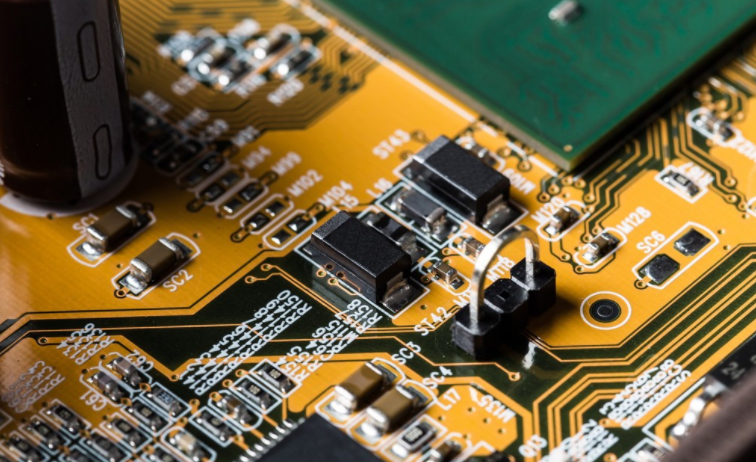




抖音二维码

Q Q二维码

微信二维码
点击
然后
联系
然后
联系
电话热线
13410863085Q Q

微信

- 邮箱