鑫景福致力于满足“快速服务,零缺陷,支持无理由退换”开云·kaiyun官方网站A订购单需求。

- 首页
- 开云·kaiyun官方网站A加工
- BGA 开云·kaiyun官方网站A组装
- 通孔开云·kaiyun官方网站A组装
- 高频开云·kaiyun官方网站A组装
- 医疗开云·kaiyun官方网站A组装
- 工控开云·kaiyun官方网站A组装
- 消费电子开云·kaiyun官方网站A
- 储能模块开云·kaiyun官方网站A
- 汽车电子开云·kaiyun官方网站A
- SMT贴片加工
- DIP插件加工
- 小批量开云·kaiyun官方网站A组装
- 大批量开云·kaiyun官方网站A组装
- OEM代加工
- 开云·kaiyun官方网站贴片加工
- 单面开云·kaiyun官方网站组装
- 双面开云·kaiyun官方网站组装
- LED 开云·kaiyun官方网站组装
- 开云·kaiyun官方网站打样组装
- 开云·kaiyun官方网站制造
- DFMA服务
- 应用领域
- 生产技术
- 工厂直播
- 关于我们


开云·kaiyun官方网站组装技术发展史与开云·kaiyun官方网站丝网知识
从1903年到现在,从开云·kaiyun官方网站组装技术的应用和发展来看,可以分为三个阶段。
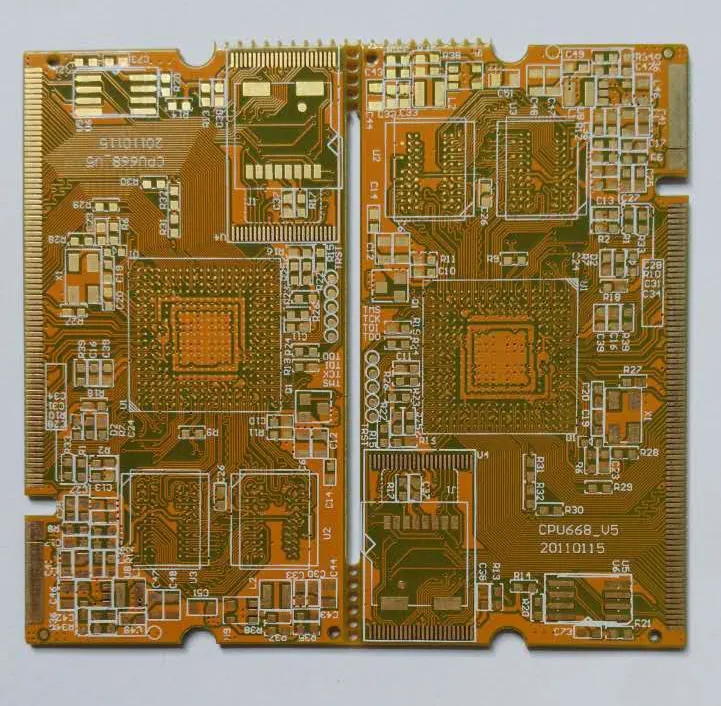
1、开云·kaiyun官方网站处于通孔插入技术(THT)阶段
金属化孔的作用:
(1)电气互连——信号传输
(2)支撑元器件---减少引脚尺寸限制通孔尺寸
增加密度的方法:
(1) 减小器件孔径,但受元件引脚刚度和插入精度限制,孔径≥0.8mm
(2) 缩小线宽/间距:0.3mm-0.2mm-0.15mm-0.1mm
(3)增加层数:单面-双面-4层-6层-8层-10层-12层-64层
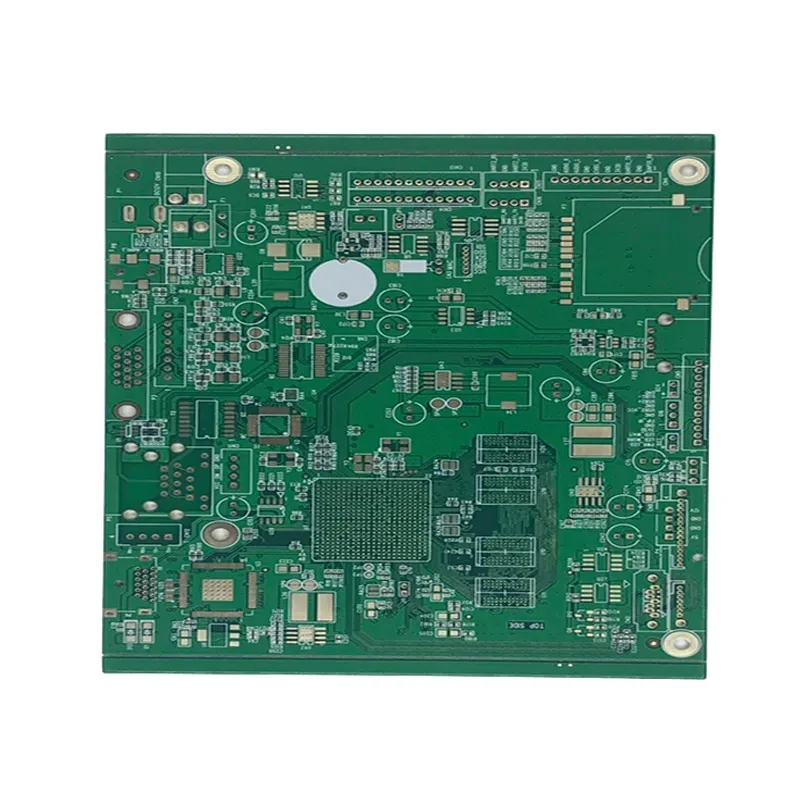
2、表面贴装技术(SMT)开云·kaiyun官方网站
通孔的作用:
它只起到电气互连的作用。 孔径可以尽量小,也可以堵住。
增加密度的主要方法:
① 过孔尺寸急剧减小:0.8mm-0.5mm-0.4mm-0.3mm - 0.25mm
②过孔的结构发生了实质性的变化:
埋盲孔结构优点:布线密度增加1/3以上,减少开云·kaiyun官方网站尺寸或层数,提高可靠性,改善特性阻抗控制,减少串扰、噪声或失真(由于短线、小孔)

焊盘上的孔消除了继电器孔和连接
减薄:双面板:1.6mm - 1.0mm - 0.8mm - 0.5mm
开云·kaiyun官方网站平整度:
1.开云·kaiyun官方网站板的翘曲和开云·kaiyun官方网站板上连接板面的共面性。
2.开云·kaiyun官方网站翘曲是热和机械引起的残余应力的综合结果
3.连接盘表面镀层:HASL、化学镀NI/AU、电镀NI/AU
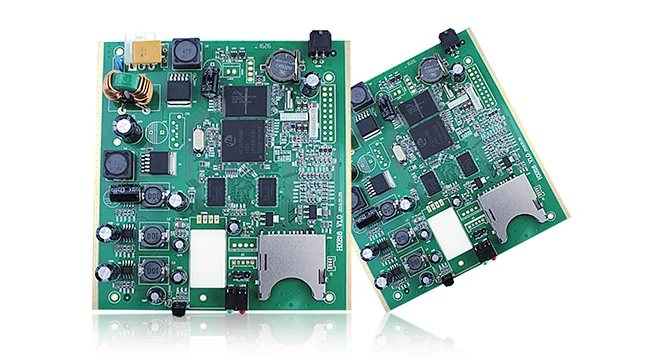
3、芯片级封装(CSP)级开云·kaiyun官方网站
CSP开始进入快速发展的变革期,推动开云·kaiyun官方网站技术的不断发展,开云·kaiyun官方网站产业将走向激光时代和纳米时代。
开云·kaiyun官方网站钢网知识
开云·kaiyun官方网站钢网
Stencils,又称SMT Stencil:是一种特殊的SMT模具; 它的主要作用是帮助锡膏的沉积; 目的是将准确数量的焊膏转移到空 开云·kaiyun官方网站 上的准确位置。
随着SMT工艺的发展,SMT钢网(SMT模板)也用于贴胶工艺。 SMT钢网用于将半液态和半固态的锡膏印刷到开云·kaiyun官方网站板上。 目前流行的电路板,除电源板外,大多采用表面贴装(SMT)技术。 开云·kaiyun官方网站板上有很多表面贴装焊盘,也就是没有通孔焊接。 钢网上的孔与开云·kaiyun官方网站板上的焊盘完全对应。 手工刷锡时,用水平硬刷将半液态半固态的锡膏通过钢网上的孔刷到开云·kaiyun官方网站板上,然后通过贴片机将元器件贴上去,再经过回流焊成型 焊接。
钢网最初是用金属丝网制成的,所以当时叫口罩。 起初,它是尼龙(聚酯)网。 后来由于经久耐用,出现了铁丝网、铜丝网,最后是不锈钢丝网。 但是,无论用何种屏幕制作,都存在成型差、精度低的缺点。
随着SMT的发展,对网布的要求越来越高,就会产生钢网。 受材料成本和制造工艺的影响,原来的钢网是用铁/铜板制作的,但也因为容易生锈,不锈钢网代替了它们,就是现在的钢网(SMT Stencil)。
smt钢网的制作方法
钢筋网的制作方法有以下三种:
化学蚀刻:
在钢板上涂一层耐酸胶,在需要开孔的地方去掉胶,露出钢板,用酸腐蚀钢板形成开孔。 这种钢板最便宜的也就几百块,当然使用效果也是最差的。
电铸:
开孔内壁和倒角在激光雕刻的基础上进行电铸,使开孔内壁非常光滑,利于上锡。 这种钢板很贵。 除非对制造过程有特殊要求,否则不使用它。
激光雕刻:
使用激光直接在需要开孔的地方打孔,非常简单。 这种钢板一般在800块左右,用的最多。
目前SMT行业95%以上的钢网都是通过激光切割制作的。
钢网开口要求
各类组件的开通要求:
外三层chip型元器件根据面积增加10~15[%],保持内层距离不变;
然后根据lead要求修改;
IC元器件(含排插)长度向外增加0.1-0.20mm,安装引线需修改宽度,可适当加宽;
阻容去除元件,向外加长0.1mm。 宽度可根据引线要求修改;
其他部件与上述要求相同。
smt钢网验收:
钢网张力35≤F≤50(N/cm)张力误差:F≤8(N/cm);
钢网外观:网面无划伤、无凸点;
新网版生产前,应将网版正确安装在印刷机上,试印2~5版,确认印刷效果。 试生产通过后,生产时间应记录在钢网管理相关文件中。
smt钢网印刷版式要求:
一板一网时,开口图应居中;
两块不同的开云·kaiyun官方网站板在同一张钢网上开孔时,要求两块板的边距为30mm;
两块相同的开云·kaiyun官方网站在一张钢网上开孔时,要求两块180°板之间的间距为30mm。
激光钢网需要雕刻什么样的开云·kaiyun官方网站:
一般只有芯片电路需要用钢网刻字。 钢网主要用于印刷锡膏。 焊膏是浆糊。 焊盘上漏焊锡膏,然后贴上贴片元件,入炉。 器件用高温焊膏熔化后焊接。
高频线路板:镀铜工艺常见问题
11-23,2022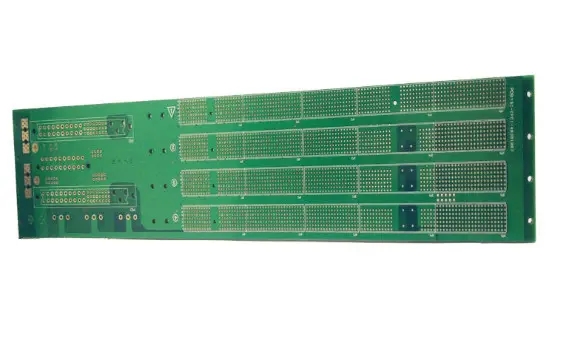




抖音二维码

Q Q二维码

微信二维码
点击
然后
联系
然后
联系
电话热线
13410863085Q Q

微信

- 邮箱