鑫景福致力于满足“快速服务,零缺陷,支持无理由退换”开云·kaiyun官方网站A订购单需求。

- 首页
- 开云·kaiyun官方网站A加工
- BGA 开云·kaiyun官方网站A组装
- 通孔开云·kaiyun官方网站A组装
- 高频开云·kaiyun官方网站A组装
- 医疗开云·kaiyun官方网站A组装
- 工控开云·kaiyun官方网站A组装
- 消费电子开云·kaiyun官方网站A
- 储能模块开云·kaiyun官方网站A
- 汽车电子开云·kaiyun官方网站A
- SMT贴片加工
- DIP插件加工
- 小批量开云·kaiyun官方网站A组装
- 大批量开云·kaiyun官方网站A组装
- OEM代加工
- 开云·kaiyun官方网站贴片加工
- 单面开云·kaiyun官方网站组装
- 双面开云·kaiyun官方网站组装
- LED 开云·kaiyun官方网站组装
- 开云·kaiyun官方网站打样组装
- 开云·kaiyun官方网站制造
- DFMA服务
- 应用领域
- 生产技术
- 工厂直播
- 关于我们


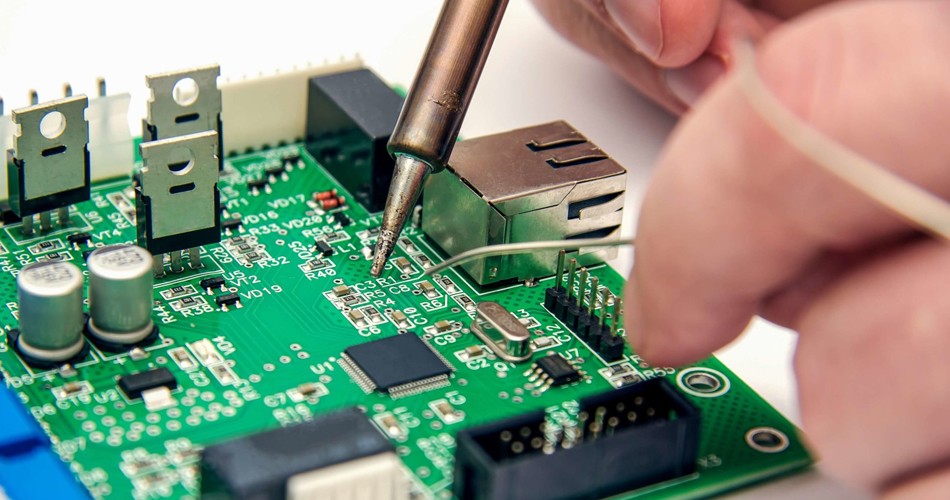
一、开云·kaiyun官方网站焊接技巧
1、选焊的工艺流程包括:助焊剂喷涂、电路板预热、浸焊和拖焊。 助焊剂涂层工艺在选择性焊接中起着重要作用。
焊接加热焊接完成后,助焊剂应有足够的活性,以防止电路板桥接和氧化。 助焊剂喷涂 X/Y机械手将电路板搬运到助焊剂喷嘴上方,将助焊剂喷射到开云·kaiyun官方网站电路板的焊接位置。
2、对于回流焊顺序后的微波选峰焊接,重要的是助焊剂的准确喷射,微孔喷射式不会污染焊点以外的区域。
微点喷涂助焊剂的光斑直径大于2mm,因此助焊剂喷敷在电路板上的位置精度为±0.5mm,以保证助焊剂始终覆盖待焊部位。
3、选择性焊接的工艺特点可以通过与波峰焊的比较来理解。 两者的明显区别在于,波峰焊时电路板的下部完全浸没在液态焊料中,而选择性焊接时,只有部分特定区域与波峰焊接触。
由于电路板本身是一种不良导热介质,焊接时不会加热熔化相邻元器件和电路板区域的焊点。
焊接前还必须预先涂上助焊剂。 与波峰焊相比,助焊剂只涂在待焊电路板的下部,而不是整个开云·kaiyun官方网站电路板。
另外,选择性焊接只适用于插件元件的焊接。 选择性焊接是一种新方法。 全面了解选择性焊接工艺和设备是成功焊接的必要条件。
二、线路板焊接注意事项
1、提醒大家,拿到开云·kaiyun官方网站裸板后,首先要进行外观检查,看是否有短路、开路等问题,然后熟悉开发板的原理图,将原理图与 开云·kaiyun官方网站屏蔽层,避免原理图和开云·kaiyun官方网站不一致。
2、开云·kaiyun官方网站焊接所需材料准备齐全后,对元器件进行分类。 所有部件都可以根据尺寸分为几类进行后续焊接。 应打印完整的材料清单。 在焊接过程中,如果有一项没有焊接好,则相应的选项用笔划掉,以方便后续的焊接操作。
3、焊接前应采取佩戴静电环等防静电措施,避免静电对元器件造成损坏。 焊接所需设备准备齐全后,应保持焊头干净整洁。 建议使用平角烙铁进行初焊。 焊接0603封装等元器件时烙铁能更好的接触焊盘,方便焊接。 当然,这对专家来说不是问题。
4、选择元件焊接时,应按元件从低到高,从小到大的顺序进行焊接。 以免因大件焊好而给小件焊接带来不便。 集成电路芯片焊接优先。
5、焊接集成电路芯片前,确保芯片放置方向正确。 对于芯片屏蔽层,一般矩形焊盘代表起始引脚。 焊接时,先固定芯片的一个引脚,微调元器件的位置,然后固定芯片的对角引脚,使元器件准确连接到焊接前的位置。
6、贴片陶瓷电容和稳压电路中的齐纳二极管没有正负极之分,而发光二极管、钽电容和电解电容则需要区分正负极。 电容器和二极管元件,有明显标记的一端应为负极。 在贴片式LED封装中,沿灯的方向为正负。 丝印标注二极管电路图的元器件,二极管的负极应放在有竖线的一端。
7、对于晶振,无源晶振一般只有两个引脚,没有正负之分。 有源晶振一般有四个管脚,所以要注意每个管脚的定义,避免焊接错误。
8、对于插件元件的焊接,如电源模块相关元件,可以在焊接前修改器件管脚。 元器件放置固定后,一般用烙铁将背面的焊锡熔化,再由焊盘集成到正面。 焊锡不用放太多,但要先稳定元件。
9、焊接过程中发现的开云·kaiyun官方网站设计问题应及时记录,如安装干扰、焊盘尺寸设计不正确、元器件封装错误等,以便日后改进。
10、焊好后,用放大镜检查焊点,看是否有虚焊、短路现象。
11、电路板焊接完成后,应用酒精等清洁剂清洁电路板表面,防止电路被电路板表面附着的铁屑短路,也可使电路板 更干净,更漂亮。
三、双面线路板特点
单面电路板和双面电路板的区别在于铜层数。 EDA365电子论坛科普:双面电路板电路板两面都有铜,可以通过过孔连接。 单面只有一层铜,只能用于简单电路,孔只能用于插件,不能连接。
双面线路板的技术要求是布线密度变大,孔径变小,金属化孔的孔径越来越小。 层间互连所依赖的金属化孔的质量直接关系到印制板的可靠性。
随着孔径的缩小,对较大孔径没有影响的杂质,如磨刷碎屑、火山灰等,一旦留在小孔内,就会使化学沉铜和电镀铜失效,孔会 无铜,成为孔金属化的致命杀手。
电路板
四、双面电路板的焊接方法
为了保证双面电路板的可靠导电效果,EDA365电子论坛建议双面电路板上的连接孔(即金属化工艺过孔部分)先用导线焊接,突出的部分 应剪掉部分连接线头,以免伤到操作者的手。 这是连接电路板的准备工作。
双面电路板焊接要点:
1、需要整形的部件按工艺图要求加工; 即先整形后插件。
2、整形后二极管模型面朝上,两脚长度不能不一致。
3、插入有极性要求的元器件时,注意极性不能接反。 滚动集成块组件插入后,垂直或水平组件不得有明显倾斜。
4、焊接所用电烙铁功率为25~40W。 电烙铁头的温度应控制在242℃左右。 温度过高,头部容易“死”。 如果温度太低,焊料将无法熔化。 焊接时间应控制在3~4s。
5、正式焊接一般按构件由低向高、由内向外焊接的原则进行。 焊接时间要控制好。 焊接时间过长会损坏元器件,也会损坏覆铜板上的覆铜带。
6、因为是双面焊接,所以还要做好放电路板之类的工艺架,以免斜视下面的器件。
7、电路板焊接完成后,进行综合编号检查,找出漏插漏焊的地方。 确认无误后,将电路板多余的器件引脚修剪掉,才能进入下一道工序。
8、在具体操作中,严格按照相关工艺标准执行,确保产品的焊接质量。
随着高科技的飞速发展,与大众密切相关的电子产品不断更新换代。 大众也需要高性能、小体积、多功能的电子产品,这就对电路板提出了新的要求。
这就是双面电路板诞生的原因。 由于双面电路板的广泛应用,印制电路板的制造也朝着轻、薄、短、小的方向发展。
开云·kaiyun官方网站设计中布线的基本规则如下
10-26,2022




抖音二维码

Q Q二维码

微信二维码
点击
然后
联系
然后
联系
电话热线
13410863085Q Q

微信

- 邮箱